******All the Railway men are welcomed ******
Friday, August 29, 2008
Subscribe to:
Post Comments (Atom)
UPADHAYAY SENSOR (AUTOMATIC HOT BOX DETECTOR)
N.R
C&W DEPOT,BAREILLY MB DIVISION
PRESENTS
AUTOMATICHOTBOXDETECTOR
THEME
OF
Shri. R.K. UPADHYA
EX-DRM/ MORADABAD
AT PRESENT CME/N.RLY/NDLS
DESIGNED & DEVELOPED
BY
GM (Mech) Letter NO. 802-M/92/43/2/MC-II Dt. 05.12.2002.
CO-ORDINATED BY
1. Sh. Varun Bharthuar DRM / MORADABAD
2. Sh.S.K.Sood ADRM / MORADABAD
3. Sh. Anuj Prakash Sr.Dme / MORADABAD 4. Sh. M.K.Misra SSE / Trg / MORADABAD
Tech Assistance
By
Sh. Iqbal KhanSE / Trg / MB
******************
INTRODUCTION
******************
Indian Railway is the biggest organization in the world and is capable to deal huge rail transport from North to South and East to West continuously in other words can be said continues wheel moving. Indian Railway has the close watch on wheel moving of coaching and freight stock and is adopting latest technologies for better wheel moving or frictionless wheel moving Even after keeping the close watch on it, lapses still exist; these may be on the part of manufacturer, maintenance, and operational, routine checks If when it occurs or any problem in wheel moving results disaster \ accident. Indian railway is using following types of lubricating systems in the rolling stocks to keep frictionless wheel moving.
1.Plain Bearing System
2.Roller Bearing System
1.) Plain Bearing System .
This system is very old and conventional type to adopt it soaked waste and oil is used, Indian railway upgraded this conventional type soaked waste to foam pads. Definitely better results obtained but not up to the mark, the chances of hot axles, not yet abolished and final stage of journal breakage occurs.
2.) Roller Bearing System This system is most modified system for friction less movement and day by day railway is using new technologies in roller bearing by changing the size and shape of roller, and by using super quality of Grease. Even then hot axles can not be ruled out or abolished.
Trend Of HOT AXLE
When the wheel moving starts, the friction less movement feels some obstruction due to some problem inside the Axle box (internal Fittings) and friction tries to increase slowly and after some times, obstruction inside the Axle box increases, resulting friction tries to increase rapidly and this rapid increase in friction converts into thermal energy, resulting the temp of the Axle box tries to increase from inside, As well as the temp increases from inside the Axle box, the lubricating properties of the used lubricant tries to change and there is a Loss in Lubrication , Lubricating film breaks and there is a contact of Metal to Metal start Ie. bearing to journal and heat increases very rapidly and final stage comes to change mechanical properties tries to be changed w..r..t temp and the breakage of their fastenings , breakage of journal and accident took place.
Use Of Automatic Device
This device can be applied on Plain Bearing, Roller Bearing stocks of coaching and goods both by some external modification and fitting procedures.
Use of Whistle
The Whistle can be fitted over safety plug also to detect easily the effected Axle box, which is running hot with the train.
STUDY
The study was carried out the properties of the Grease changes at 150- 165 0C Or can be said that at 150- 1650 C the stage of the Grease changes and become to liquidize so grease film breaks and contacts of metal to metal start so we have to arrest this stage when the temp inside the Axle box between 150-1650C . Then the outside temp of Axle Box will be about 75-1000C.On the above temp the Axle Box and their fitting will be quite safe. So if we are able to arrest this stage by using safety plug and by making it automatic, the train movement will be quite safe and accident /journal breakage free.
Automatic Hot Box Detector
Indian railway is using latest technology in the field of friction less wheel moving but is failed to adopt any automatic device related with the increase of temp of the Axle box. It is very surprising why we were failed to adopt it when a very small equipment such as pressure cooker is using safety valve to protect it by increasing the temp but we failed to adopt it on our rolling stock when it’s cost is more, safety of the commodity / passenger / system is more and having more importance than a simple a pressure cooker. So I like to suggest to use safety plug for each Axle box which is directly related with the increase of temp of the Axle Box. This safety plug can be fitted on each Axle box with the connection of vacuum / air pressure of the stock. If it is used on rolling stock, the system becomes automatic. The safety plug is made of good conductor of heat (metal) with perforated holes; this perforated hole will be plugged with the low melting temp metal i.e. lead alloy i.e. about 800C . The Axle box heat will be sensed by a heat sink surface over a safety plug from out side the Axle box, as well as the temp of Axle Box reaches above 750C , heat will be transferred from Axle box to the heat sink/sensor and this amount of heat again will be transferred to the safety plug by conduction, finally the filled safety plug temp will reach about 800C. After obtaining the temp of 80 0C , the plugged material will be fused and the vacuum /air pressure will be exhausted, the level of vacuum /air pressure of the train will come down, due to difference of vac/pressure the brake application starts, then the air flow indicator /PATB will work and driver can stop the train. At this stage the driver /assistant will examine the train and will isolate this system of the stock with the help of isolating cock of the system provided on each wagon. At this stage the Axle box will be quite safe to run / to clear it the block section. Thus the disaster / accident can be avoided and journal breakage can be abolished.
Design of Automatic Hot Box Detector.
(Annexure - A I to VIII ) Sketch showing fitment of Automatic hot box detector
(Annexure- B )
MATERIAL REQUIRED EACH AXLE BOX. (FREIGHT STOCK)
Automatic Hot Box Detector One on each axle box Flexible pipes One on each axle box Securing Clamp One on each axle box Tension spring ( Coiled ) One on each axle box Whistle Two Isolating Cock One on each wagon Solder/ low melting temp meta 800Cl For plugging hole Pressure pipe 15mm. Dia For Connection from main train pipe. TEE & ELBOW JOINTS As per requirement
(COACHING STOCK)
Automatic Hot Box Detector One on each axle box Flexible pipe One on each axle box Securing clamp for ICF One on each axle box Tension spring Coiled Two on each axle box Isolating Cock One on each coach Pressure pipe 1200mm One on each axle box TEE & ELBOW JOINTS As per requirement Solder/ low melting temp meta 800Cl For plugging hole
Cost of Automatic Hot Box Detector Appox Rs. 1000/-
**************
ADVANTAGES
1. Automisation in C&W.
2. Detection of Warm Box at primary stage.
3. Free from disaster / accident on a/c of Hot Axle.
4. Economy in wheels consumption.
5. Safe movement of the train.
1.SAFETY PLUG
It is made of from Brass rod dia 30 MM with center hole dia. 8 mm with in side cut 2 mm deep and 4 mm high it will help to retain & fix up the plugging material this Plug has one side internal thread to Screw up.(Item No 4.)
2.PISTON WITH ROD
It is made of Brass rod of dia 20 mm . Length of piston 10 mm at bottom of the piston a housing 2 mm deep to retain rubber washer is also provided. At top of the piston 22 mm in length & 8 mm dia . a rod is provided known as piston rod . Piston & Rod is made of one piece.
3.COILED SPRING
It is simply a coiled spring which is used in Push cock.
4.NIPPLE WITH EXHAUST FEATURE
It is made of Brass rod having dia. bottom side (Outer) dia 20 mm & internal dia 15 mm in length 15 mm . Outer portion of the Nipple is threaded to connect pressure pipe, at top side outer dia. 25 mm with thread & internal dia 20 mm in length 37 mm for the movement of the piston . In between bottom side & top side , there is closing with material 8 mm thick at the center of this wall a hole is provided with internal thread dia 10 mm to screw up the Choke from bottom side . Two number of exhaust ports 12mm dia are provided just above the flange portion which is made for tightening purpose . The whistle will be provided on the exhaust port.
5.CHOKE
It is also made from Brass rod outer dia 10 mm with thread in length 20 mm a head is also provided 2 mm high to hold fiber washer & to make pressure joint. at center of the Choke 8.0mm dia hole is provided through out the length, at head of the Choke there is a slot to Screw up in the wall of the Nipple
6.ASSEMBLY
1.First of all fussing material is plugged up to the such height witch is capable to close the opening of the choke with the help of piston rod.
2.Insert choke in the wall of nipple, tight up to last thread by using fiber washer to make it pressure proof.
3.Provide coiled spring over the choke from other side.
4.Provide piston over the coiled spring.
5.Now insert piston rod into the safety plug hole of dia 8mm & tight it full so that opening of the choke closed.
Now this plug is ready for use.
****************************
WORKING OF SAFETY PLUG.
The top curved surface of the safety plug is kept in touch with the axle box with the help of clamp , this clamp is secured with the bottom portion of the nipple. The temp of the axle box is sensed by the safety plug , the plugged material is fused at the temp of axle box ie. 65 –75 0 C. As well as the plugged material is fused , the piston rod try to come out with the help of compressed coiled spring , the closed opening of the choke opens, the pressure is released through the exhaust ports. The pressure try to go out through already provided whistles . On opening of the choke there is the drop of about 0.8Kg/Cm2, this drop of pressure is capable to stop the train.
**********************
FIELD TRIAL REPORT
The Automatic Hot Box Detector was fitted with the wagon No.CR152277BCN on 11th May 2003 at NBQ , a trial was conducted with Engine No17915WDM2. The defective wheel was provided in wagon No CR 152277 BCN , then all the required arrangements were made and trial was conducted . The results found very good and plug was fused with in 500MTS, first of all buzzer & light indicator worked and after that with in 20/30 MTS plug fused , train stopped automatically.
There was a pressure drop of 1.1Kg/Cm2 in BP. The Driver and Guard of the train came and isolated the system the cleared the block section . At this time the temp of axle box was recorded 85.70C & was found axle box in safe condition.
PRESENTATION
IN
INTERNATIONAL SEMINAR
AT KOLKATA
ON 14th MAY 2003.
A documentary film on AUTOMATIC HOT BOX DETECTOR & it’s working model was shown in INTERNATIONAL SEMINAR
(FUTFURE OF IR FREIGHT CARS)
***********************************************
TRIAL OF AUTOMATIC HOT BOX DETECTOR ON COACHING STOCK
The coach No 13753AB SLR NR was selected for the fitment of AUTOMATIC HOT BOX DETECTOR and coach is working in 1/2 BR rake . The fitment was done successfully in the month of june-2005,after fitment of coach, the coach was shown to
Honble Member Mechanical Sh.P.N.Garg on 25.06.05 at Coach Care center New Delhi . Since then coach No 13753AB SLR NR is working in
½ BR continuously without any problem.
LAY OUT OF FITMENT
The each axle box of each was connected with AUTOMATIC HOT BOX DETECTOR with the help of securing clamp . The pipe line of ½” dia was mounted over each trolley and CV end trolley was connected with ½” dia pipe with another trolley. The CV end trolley pipe was connected with isolating cock of alarm signal. This isolating Cock will help to isolate the system of AUTOMATIC HOT BOX DETECTOR in case of abnormality of axle box enroute , to clear the block section.
From;
A.C.BHARTI
CCWI-N.R-BE
PH.NO-Rly-33298
MOB-9259267788
E Mail
ccwibe@yahoo.com
ccwibe@mb.railnet.gov.in
cdobenr@gmail.com
BLOG DEVELOPED BY N.S
C&W DEPOT,BAREILLY MB DIVISION
PRESENTS
AUTOMATICHOTBOXDETECTOR
THEME
OF
Shri. R.K. UPADHYA
EX-DRM/ MORADABAD
AT PRESENT CME/N.RLY/NDLS
DESIGNED & DEVELOPED
BY
Akhilesh Chandra BhartiSr. Section Engineer
(C&W)Northern Railway BAREILLY
REFRENCES Railway Board Letter NO
2002/M(N)951/60 Dt.06.11.2002.
GM (Mech) Letter NO. 802-M/92/43/2/MC-II Dt. 05.12.2002.
CO-ORDINATED BY
1. Sh. Varun Bharthuar DRM / MORADABAD
2. Sh.S.K.Sood ADRM / MORADABAD
3. Sh. Anuj Prakash Sr.Dme / MORADABAD 4. Sh. M.K.Misra SSE / Trg / MORADABAD
Tech Assistance
By
Sh. Iqbal KhanSE / Trg / MB
******************
INTRODUCTION
******************
Indian Railway is the biggest organization in the world and is capable to deal huge rail transport from North to South and East to West continuously in other words can be said continues wheel moving. Indian Railway has the close watch on wheel moving of coaching and freight stock and is adopting latest technologies for better wheel moving or frictionless wheel moving Even after keeping the close watch on it, lapses still exist; these may be on the part of manufacturer, maintenance, and operational, routine checks If when it occurs or any problem in wheel moving results disaster \ accident. Indian railway is using following types of lubricating systems in the rolling stocks to keep frictionless wheel moving.
1.Plain Bearing System
2.Roller Bearing System
1.) Plain Bearing System .
This system is very old and conventional type to adopt it soaked waste and oil is used, Indian railway upgraded this conventional type soaked waste to foam pads. Definitely better results obtained but not up to the mark, the chances of hot axles, not yet abolished and final stage of journal breakage occurs.
2.) Roller Bearing System This system is most modified system for friction less movement and day by day railway is using new technologies in roller bearing by changing the size and shape of roller, and by using super quality of Grease. Even then hot axles can not be ruled out or abolished.
Trend Of HOT AXLE
When the wheel moving starts, the friction less movement feels some obstruction due to some problem inside the Axle box (internal Fittings) and friction tries to increase slowly and after some times, obstruction inside the Axle box increases, resulting friction tries to increase rapidly and this rapid increase in friction converts into thermal energy, resulting the temp of the Axle box tries to increase from inside, As well as the temp increases from inside the Axle box, the lubricating properties of the used lubricant tries to change and there is a Loss in Lubrication , Lubricating film breaks and there is a contact of Metal to Metal start Ie. bearing to journal and heat increases very rapidly and final stage comes to change mechanical properties tries to be changed w..r..t temp and the breakage of their fastenings , breakage of journal and accident took place.
Use Of Automatic Device
This device can be applied on Plain Bearing, Roller Bearing stocks of coaching and goods both by some external modification and fitting procedures.
Use of Whistle
The Whistle can be fitted over safety plug also to detect easily the effected Axle box, which is running hot with the train.
STUDY
The study was carried out the properties of the Grease changes at 150- 165 0C Or can be said that at 150- 1650 C the stage of the Grease changes and become to liquidize so grease film breaks and contacts of metal to metal start so we have to arrest this stage when the temp inside the Axle box between 150-1650C . Then the outside temp of Axle Box will be about 75-1000C.On the above temp the Axle Box and their fitting will be quite safe. So if we are able to arrest this stage by using safety plug and by making it automatic, the train movement will be quite safe and accident /journal breakage free.
Automatic Hot Box Detector
Indian railway is using latest technology in the field of friction less wheel moving but is failed to adopt any automatic device related with the increase of temp of the Axle box. It is very surprising why we were failed to adopt it when a very small equipment such as pressure cooker is using safety valve to protect it by increasing the temp but we failed to adopt it on our rolling stock when it’s cost is more, safety of the commodity / passenger / system is more and having more importance than a simple a pressure cooker. So I like to suggest to use safety plug for each Axle box which is directly related with the increase of temp of the Axle Box. This safety plug can be fitted on each Axle box with the connection of vacuum / air pressure of the stock. If it is used on rolling stock, the system becomes automatic. The safety plug is made of good conductor of heat (metal) with perforated holes; this perforated hole will be plugged with the low melting temp metal i.e. lead alloy i.e. about 800C . The Axle box heat will be sensed by a heat sink surface over a safety plug from out side the Axle box, as well as the temp of Axle Box reaches above 750C , heat will be transferred from Axle box to the heat sink/sensor and this amount of heat again will be transferred to the safety plug by conduction, finally the filled safety plug temp will reach about 800C. After obtaining the temp of 80 0C , the plugged material will be fused and the vacuum /air pressure will be exhausted, the level of vacuum /air pressure of the train will come down, due to difference of vac/pressure the brake application starts, then the air flow indicator /PATB will work and driver can stop the train. At this stage the driver /assistant will examine the train and will isolate this system of the stock with the help of isolating cock of the system provided on each wagon. At this stage the Axle box will be quite safe to run / to clear it the block section. Thus the disaster / accident can be avoided and journal breakage can be abolished.
Design of Automatic Hot Box Detector.
(Annexure - A I to VIII ) Sketch showing fitment of Automatic hot box detector
(Annexure- B )
MATERIAL REQUIRED EACH AXLE BOX. (FREIGHT STOCK)
Automatic Hot Box Detector One on each axle box Flexible pipes One on each axle box Securing Clamp One on each axle box Tension spring ( Coiled ) One on each axle box Whistle Two Isolating Cock One on each wagon Solder/ low melting temp meta 800Cl For plugging hole Pressure pipe 15mm. Dia For Connection from main train pipe. TEE & ELBOW JOINTS As per requirement
(COACHING STOCK)
Automatic Hot Box Detector One on each axle box Flexible pipe One on each axle box Securing clamp for ICF One on each axle box Tension spring Coiled Two on each axle box Isolating Cock One on each coach Pressure pipe 1200mm One on each axle box TEE & ELBOW JOINTS As per requirement Solder/ low melting temp meta 800Cl For plugging hole
Cost of Automatic Hot Box Detector Appox Rs. 1000/-
**************
ADVANTAGES
1. Automisation in C&W.
2. Detection of Warm Box at primary stage.
3. Free from disaster / accident on a/c of Hot Axle.
4. Economy in wheels consumption.
5. Safe movement of the train.
1.SAFETY PLUG
It is made of from Brass rod dia 30 MM with center hole dia. 8 mm with in side cut 2 mm deep and 4 mm high it will help to retain & fix up the plugging material this Plug has one side internal thread to Screw up.(Item No 4.)
2.PISTON WITH ROD
It is made of Brass rod of dia 20 mm . Length of piston 10 mm at bottom of the piston a housing 2 mm deep to retain rubber washer is also provided. At top of the piston 22 mm in length & 8 mm dia . a rod is provided known as piston rod . Piston & Rod is made of one piece.
3.COILED SPRING
It is simply a coiled spring which is used in Push cock.
4.NIPPLE WITH EXHAUST FEATURE
It is made of Brass rod having dia. bottom side (Outer) dia 20 mm & internal dia 15 mm in length 15 mm . Outer portion of the Nipple is threaded to connect pressure pipe, at top side outer dia. 25 mm with thread & internal dia 20 mm in length 37 mm for the movement of the piston . In between bottom side & top side , there is closing with material 8 mm thick at the center of this wall a hole is provided with internal thread dia 10 mm to screw up the Choke from bottom side . Two number of exhaust ports 12mm dia are provided just above the flange portion which is made for tightening purpose . The whistle will be provided on the exhaust port.
5.CHOKE
It is also made from Brass rod outer dia 10 mm with thread in length 20 mm a head is also provided 2 mm high to hold fiber washer & to make pressure joint. at center of the Choke 8.0mm dia hole is provided through out the length, at head of the Choke there is a slot to Screw up in the wall of the Nipple
6.ASSEMBLY
1.First of all fussing material is plugged up to the such height witch is capable to close the opening of the choke with the help of piston rod.
2.Insert choke in the wall of nipple, tight up to last thread by using fiber washer to make it pressure proof.
3.Provide coiled spring over the choke from other side.
4.Provide piston over the coiled spring.
5.Now insert piston rod into the safety plug hole of dia 8mm & tight it full so that opening of the choke closed.
Now this plug is ready for use.
****************************
WORKING OF SAFETY PLUG.
The top curved surface of the safety plug is kept in touch with the axle box with the help of clamp , this clamp is secured with the bottom portion of the nipple. The temp of the axle box is sensed by the safety plug , the plugged material is fused at the temp of axle box ie. 65 –75 0 C. As well as the plugged material is fused , the piston rod try to come out with the help of compressed coiled spring , the closed opening of the choke opens, the pressure is released through the exhaust ports. The pressure try to go out through already provided whistles . On opening of the choke there is the drop of about 0.8Kg/Cm2, this drop of pressure is capable to stop the train.
**********************
FIELD TRIAL REPORT
The Automatic Hot Box Detector was fitted with the wagon No.CR152277BCN on 11th May 2003 at NBQ , a trial was conducted with Engine No17915WDM2. The defective wheel was provided in wagon No CR 152277 BCN , then all the required arrangements were made and trial was conducted . The results found very good and plug was fused with in 500MTS, first of all buzzer & light indicator worked and after that with in 20/30 MTS plug fused , train stopped automatically.
There was a pressure drop of 1.1Kg/Cm2 in BP. The Driver and Guard of the train came and isolated the system the cleared the block section . At this time the temp of axle box was recorded 85.70C & was found axle box in safe condition.
PRESENTATION
IN
INTERNATIONAL SEMINAR
AT KOLKATA
ON 14th MAY 2003.
A documentary film on AUTOMATIC HOT BOX DETECTOR & it’s working model was shown in INTERNATIONAL SEMINAR
(FUTFURE OF IR FREIGHT CARS)
***********************************************
TRIAL OF AUTOMATIC HOT BOX DETECTOR ON COACHING STOCK
The coach No 13753AB SLR NR was selected for the fitment of AUTOMATIC HOT BOX DETECTOR and coach is working in 1/2 BR rake . The fitment was done successfully in the month of june-2005,after fitment of coach, the coach was shown to
Honble Member Mechanical Sh.P.N.Garg on 25.06.05 at Coach Care center New Delhi . Since then coach No 13753AB SLR NR is working in
½ BR continuously without any problem.
LAY OUT OF FITMENT
The each axle box of each was connected with AUTOMATIC HOT BOX DETECTOR with the help of securing clamp . The pipe line of ½” dia was mounted over each trolley and CV end trolley was connected with ½” dia pipe with another trolley. The CV end trolley pipe was connected with isolating cock of alarm signal. This isolating Cock will help to isolate the system of AUTOMATIC HOT BOX DETECTOR in case of abnormality of axle box enroute , to clear the block section.
From;
A.C.BHARTI
CCWI-N.R-BE
PH.NO-Rly-33298
MOB-9259267788
E Mail
ccwibe@yahoo.com
ccwibe@mb.railnet.gov.in
cdobenr@gmail.com
BLOG DEVELOPED BY N.S
MECHANISED TOILET DISCHARGE SYSTEM
CDTS/MTDS
(MECHANISED TOILET DISCHARGE SYSTEM)
HISTORY;
The CDTS is used in the coaches to maintain cleanliness’ of the PF aprons during train passing. Previously it was noticed that the night soil becomes down while using the Lav by the passenger on PF,to solve this problem, the CDTS was introduced on the coaches, first of all it was used on LHB Coaches and also used on ICF Coaches, but this system could not be maintained on open line, resulting most of all the CDTS became defective and it is too much difficult to repair it. Now days it is too much difficult to use Lav fitted with CDTS.
OBJECT;
With the experience of CDTS came to the conclusion the any other device can be developed for this purpose, hence MECHANISED TOILET DISCHARGE SYSTEM (MTDS) was developed at MB Div at C&W Depot, BAREILLY. This system is very easy and simple. This System is totally based on Mechanical & aerodynamic.
DESIGN;
It’s design is very simple and very easy, maintenance free and most economical. There is a disc of internal dia of the commode chute of Sun mica, which can freely rotate inside the commode chute. Two numbers of L-Type brackets with the hole on centre provided and fixed with the help of rivets on the diameter line. Another bracket was also designed for the suspension of the gravity plate. The size of the plate was so designed which only capable to open the port of the commode chute during running of the train with the help of wind pressure of train speed of more than 30KMPH. Now this suspension arrangement was also fixed on this circular plate in downward directection.The length of the commode chute was curtailed about 30 Cms and this arrangement was fiited inside the commode chute with the help of a steel rod of dia 10mm & length 250mm by providing two numbers of holes of 10 mm dia on commode chute. Now system is ready for use.
WORKING.
1.When the train is stationary ,the opening of the commode chute will be remained closed with the help of it’s own weight due to gravity.
2. When the train speed will be more than 30KMPH , the air wind will attack on this suspended plate, due to it’s surface area ,the force will be developed on it, this developed force will rotate the circular disc, thus the opening of the commode chute will be opened and the accommodated night soil will come down automatically and will remain in open condition during run if train speed is more than 30 KMPH.
A.C.Bharti.
Sr.Section Engineer(C&W)
N.Rly,BAREILLY.
(MECHANISED TOILET DISCHARGE SYSTEM)
HISTORY;
The CDTS is used in the coaches to maintain cleanliness’ of the PF aprons during train passing. Previously it was noticed that the night soil becomes down while using the Lav by the passenger on PF,to solve this problem, the CDTS was introduced on the coaches, first of all it was used on LHB Coaches and also used on ICF Coaches, but this system could not be maintained on open line, resulting most of all the CDTS became defective and it is too much difficult to repair it. Now days it is too much difficult to use Lav fitted with CDTS.
OBJECT;
With the experience of CDTS came to the conclusion the any other device can be developed for this purpose, hence MECHANISED TOILET DISCHARGE SYSTEM (MTDS) was developed at MB Div at C&W Depot, BAREILLY. This system is very easy and simple. This System is totally based on Mechanical & aerodynamic.
DESIGN;
It’s design is very simple and very easy, maintenance free and most economical. There is a disc of internal dia of the commode chute of Sun mica, which can freely rotate inside the commode chute. Two numbers of L-Type brackets with the hole on centre provided and fixed with the help of rivets on the diameter line. Another bracket was also designed for the suspension of the gravity plate. The size of the plate was so designed which only capable to open the port of the commode chute during running of the train with the help of wind pressure of train speed of more than 30KMPH. Now this suspension arrangement was also fixed on this circular plate in downward directection.The length of the commode chute was curtailed about 30 Cms and this arrangement was fiited inside the commode chute with the help of a steel rod of dia 10mm & length 250mm by providing two numbers of holes of 10 mm dia on commode chute. Now system is ready for use.
WORKING.
1.When the train is stationary ,the opening of the commode chute will be remained closed with the help of it’s own weight due to gravity.
2. When the train speed will be more than 30KMPH , the air wind will attack on this suspended plate, due to it’s surface area ,the force will be developed on it, this developed force will rotate the circular disc, thus the opening of the commode chute will be opened and the accommodated night soil will come down automatically and will remain in open condition during run if train speed is more than 30 KMPH.
A.C.Bharti.
Sr.Section Engineer(C&W)
N.Rly,BAREILLY.
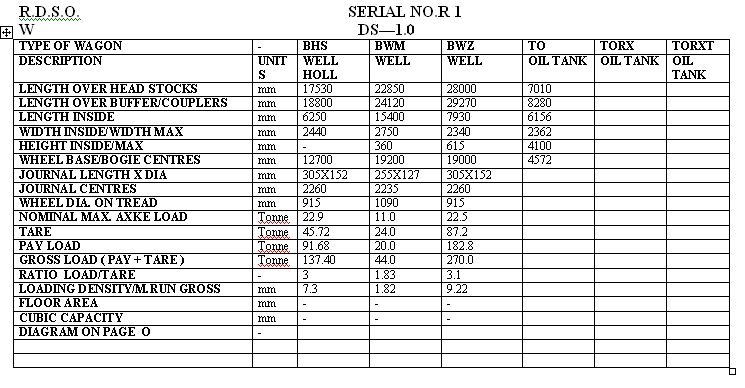
Wagon Parameter




























2 comments:
Hi there friends, good piece of writing and pleasant urging commented at this place, I am really
enjoying by these.
Here is my site :: local searh engine
Spot on with this write-up, I seriously feel this amazing site needs a lot more attention.
I'll probably be back again to see more, thanks for the information!
Also see my website - Dunhill International
Post a Comment